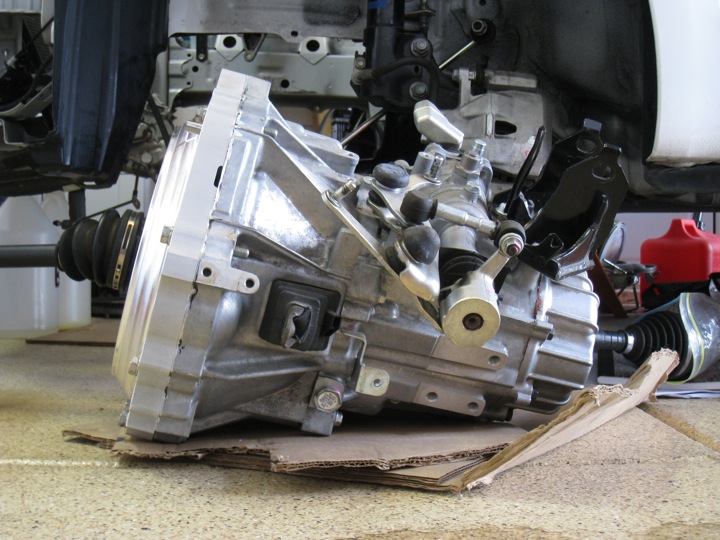
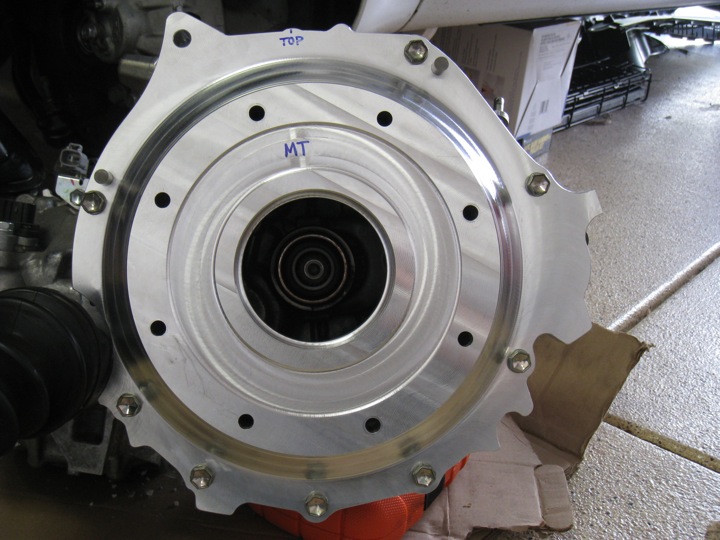
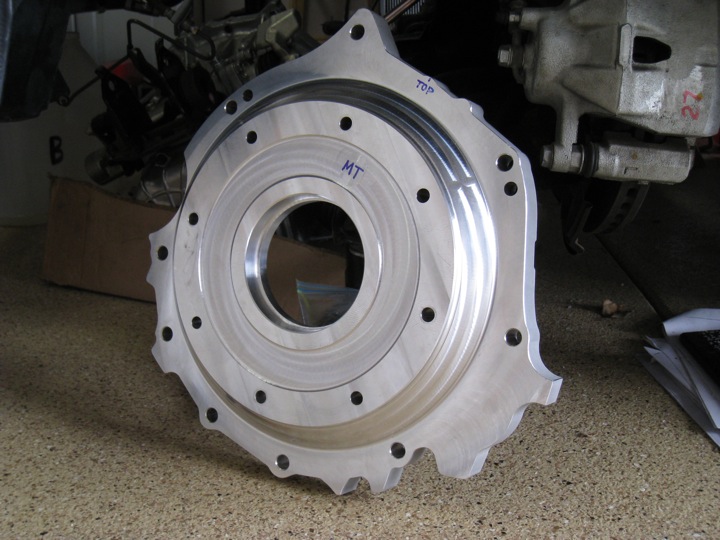
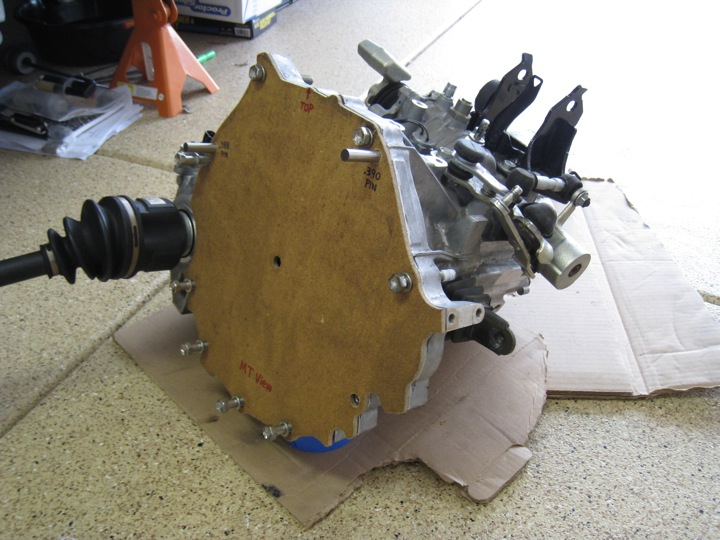
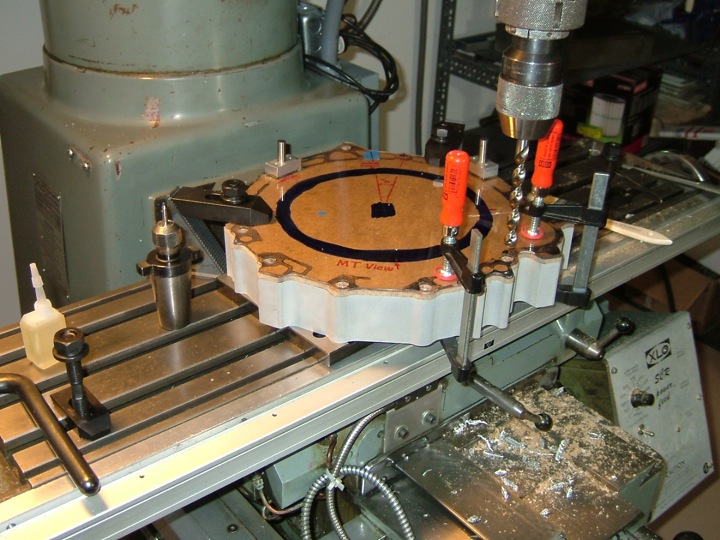
Work got really busy and I didn't have time to devote to my EV project. I'm extremely happy that I've been able to get back to work on the Yaris. This update will be brief. I spent this weekend doing some measuring, planning, and finally a test fit of the motor mounted to the transmission IN THE CAR. That's right, I temporarily got the drivetrain in place to make some last minute decisions on the CE motor mount design and it was a bear of a task.
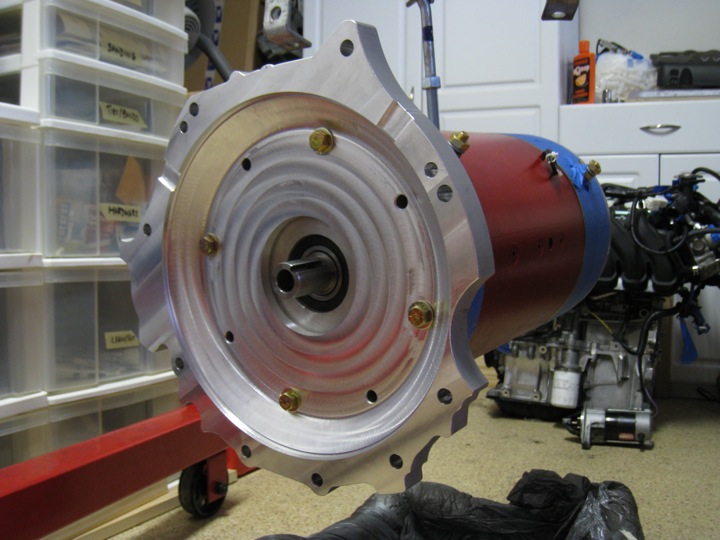
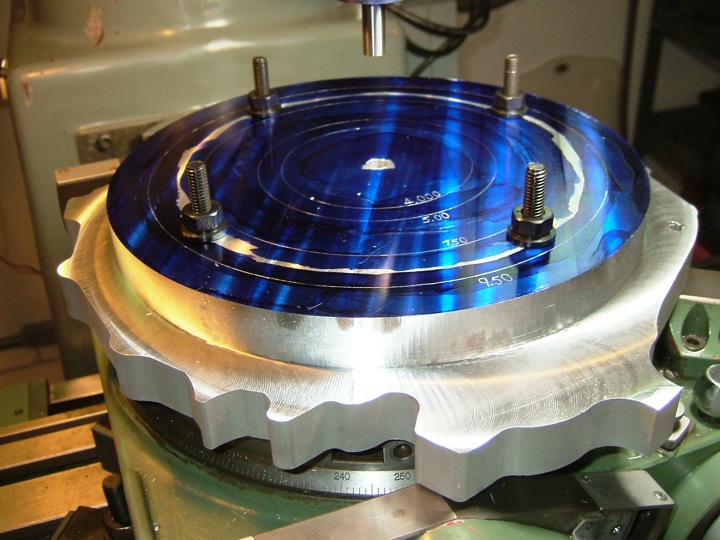
 It's a really tight fit to say the least, and that made it really tricky to get this thing bolted up to the transmission. I will be tearing it down again shortly, but I wanted to get a shot of it since it was a pretty big deal to me. Oh, and below I snapped a quick photo of the correct bolts machined to mount the adapter plate to the Warp 9 motor. Notice the washer-like flange is custom turned:
It's a really tight fit to say the least, and that made it really tricky to get this thing bolted up to the transmission. I will be tearing it down again shortly, but I wanted to get a shot of it since it was a pretty big deal to me. Oh, and below I snapped a quick photo of the correct bolts machined to mount the adapter plate to the Warp 9 motor. Notice the washer-like flange is custom turned: