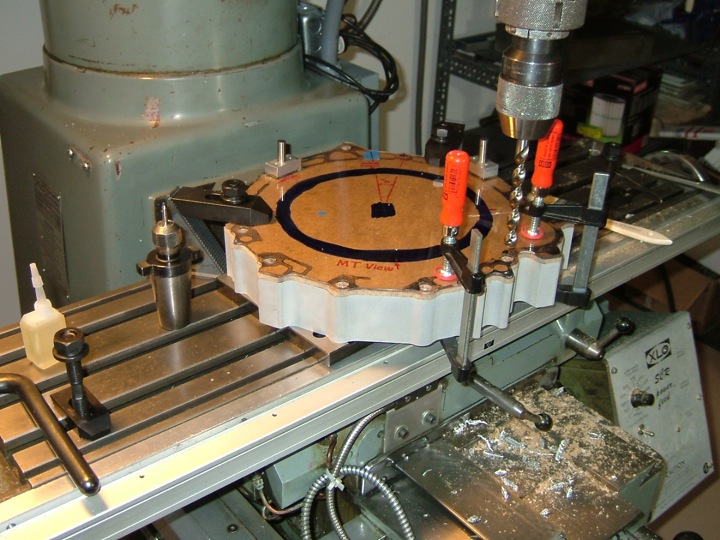
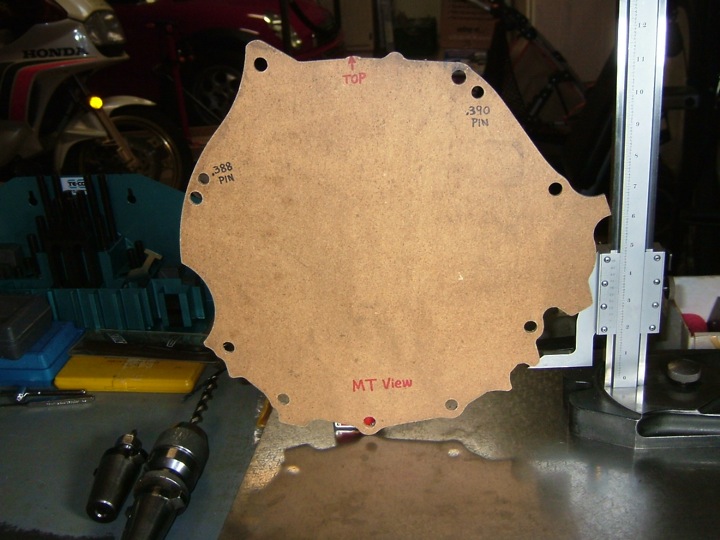
When the Masonite template arrived, I quickly mounted it to the transmission with the help of some steel alignment pins and the OEM bolts used to attach the engine. I found that there are 9 holes in the transmission (we also put 9 holes in the adapter template) but only 8 bolts were used on this particular car. So I'm short a bolt if I want to take advantage of all the holes.
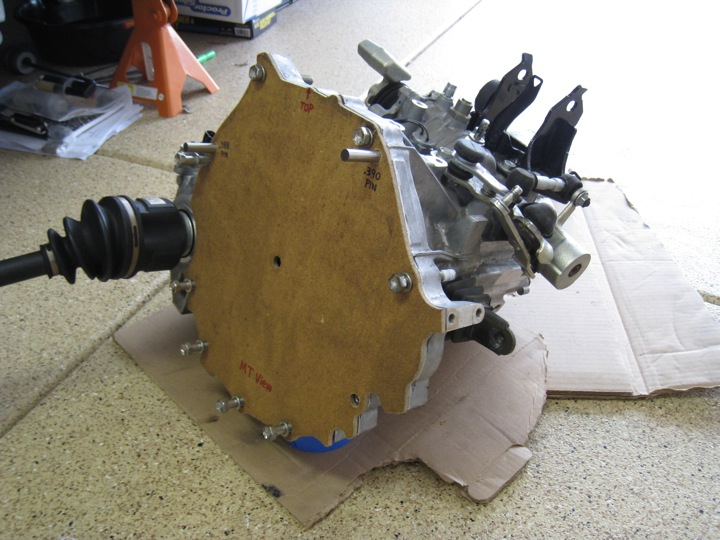
The holes along the bottom were slightly offset. This is the point of checking the measurements with this template before cutting an expensive piece of aluminum. 4 of them were fine allowing the bolts to thread without interference. However, there was one at the 4 o'clock position that was offset enough to not allow proper threading. I made notes of all the offsets on the Masonite with a black Sharpie marker so that adjustments could be made to improve their placement. I packaged the piece up and mailed it back to my father to cut the real aluminum adapter plate next weekend. These are exciting times.